· Siembra del algodón
· Recolección
· Desmotado
· Embalaje
· Clasificación del algodón
1. Abridora moderna ¬ GLOSARIO
2. Abridora convencional
3. Enrolladora
4. Carda
5. Manuar
6. Reunidora
7. Peinadora
8. Mechera
9. Hiladora por anillos
10. Hiladora open- end
11. Dobladora
12. Retorcedora
13. Envolvedora
14. Urdidora
15. Engomadora
16. Lizos
17. Tejido plano
18. Tejido de punto
19. Chamuscado
20. Desengomado
21. Descrude
22. Blanqueo
23. Sanforizado
24. Mercerizado
25. Teñido
26. Estampado
27. Revisión final1. Revisión final
SIEMBRA DEL ALGODÓN
El terreno debe de estar ya preparado mediante los abonados de fondo y desprovisto de malas hierbas que debe ser eliminadas tras varios pases de cultivador.El alomado es una técnica utilizada por muchos agricultores que consiste en construir un perfil en el terreno con unas crestas con valles sucesivos. Los valles permiten evitar el encharcamiento que pudiera ocasionar las lluvias.La siembra en el algodonero es muy delicada y de ella depende la Nascencia de las plantas. Se realiza en primavera y cuando el terreno alcance una temperatura de 14 a 16ºC para que se produzca la germinación de la semilla.El desarrollo del ciclo vegetativo de la planta se prolonga hasta ya entrado el mes de octubre.
¬Marco de siembra
El marco de plantación que se realiza es de 0.95 m entre hileras para recolección mecánica. Para cultivos en secano se recomienda una anchura de siembra de 0.75 a 0.80 m de distancia entre hileras ya que la recolección se realiza a mano.
¬Aclareo
Cuando las plantas de algodón alcanzan un tamaño de 5 a 10 cm de altura se procede al aclareo. En él se pretende eliminar un número concreto de plantas que interfieren unas con otras dejando de este modo unas 10 plantas por metro lineal, es decir, una plantación de 100.000 plantas/ha. Es una operación que se realiza a mano por lo tanto supone un costo en mano de obra.
¬Despunte
Al comienzo de la formación de la cápsula se debe detener el desarrollo vegetativo de la planta. Para ello se realiza el despunte que consiste en cortar a mano los extremos o brotes herbáceos de las ramas más altas.En caso de no realizar el despunte de forma manual se pueden utilizar productos químicos que originen disminución en el crecimiento de la planta como es el caso de Cloruro de 1, 1-dimetil piperidinium.
RECOLECCION
Recoger el algodón de las plantaciones. Se puede realizar de dos formas:
¬Manual
¬Mecánica
DESMOTADO El objetivo es separar las fibras de las semillas y extraer las mayores impurezas.
EMBALAJE Recibe el algodón entregado por la desmotadora y da forma a una paca o bala; éstas deben ser acondicionadas en el salón de apertura, por lo menos 24 horas a la humedad relativa del salón, antes de dar inicio al proceso.
CLASIFICACIÓN DEL ALGODÓN
La clasificación del algodón es un sistema que revela los valores y defectos que han podido causar al producto, la elección de los terrenos y semillas, los métodos y cuidados del cultivo, y en los sistemas de desmotado, despepitado y embalaje.
Clasificar un algodón es compararlo con un patrón internacional preparado por el departamento de agricultura de los Estados Unidos. En la actualidad se conocen 45 grados oficiales reunidos en cinco grupos y tres subgrupos:
Grupo uno: algodones blancos o White.
¬Subgrupo uno: algodones plus o bright.
Grupo dos: algodones manchados o spotted.
¬Subgrupo dos: algodones ligeramente manchados o light spotted.
Grupo tres: algodones teñidos o tinged.
¬Subgrupo tres: algodones ligeramente grises o light gray.
Grupo cuatro: algodones uniformemente manchados o yellow stained.
Grupo cinco: algodones grises o gray.


1. BRIDORA MODERNA AO ATICAUTOMA
Su objetivo Abrir, limpiar, sacarle el polvo y basuras o cojín. Mezclar el algodón entregando al proceso de cardado, copos de algodón en óptimas condiciones de calidad. La maquina esta compuesta por: Banda transportadora, estera vertical de púas y tablero de controles. Su producto de entrada es en pacas de algodón.
Normas de seguridad:
-Parar totalmente la maquina al detectar alguna anomalía y llamar inmediatamente ala mecánico o supervisor.
-La maquina arranca y para automáticamente, por lo tanto se debe tener cuidado al acercarse.
-Cuando alimente las abridoras, tenga cuidado de que no vayan partes metálicas. No lleve fósforos en los bolsillos, estos elementos causan incendios.
-Observe el correcto funcionamiento del imán.
-Nunca meta las manos por entre bandas o mecanismos cuando la maquina este trabajando.
-No use las manos para colocar bandas en poleas en movimiento, pare la maquina y utilice los mecanismos de arranque.
Herramientas utilizadas.
· Cizalla: Se utiliza para cortar los alambres de las pacas.
· Cuchilla: Para cortar la camisa que protege la paca de algodón.
Tareas de operario.
- Recibir turno.
- Recolectar cinta.
- Pescar pacas.
- Organizar alambre.
- Cambiar zona de trabajo del blendomat.
- Patrullar contrato.
- Limpiar equipos.
- Entrega turno.
Normas de calidad.
- Cumplir con las limpieza y frecuencia establecidas para los equipos de apertura y limpieza.
- Limpiar y retirar de las pacas contaminantes como grasa, aceite, pantano, tintas, etc.
- Cuando haya alimentación manual debe ser uniforme para no alterar la mezcla.
Maquinaria utilizada en el proceso de apertura.
· Blendomat: Abre y mezcla el algodón de acuerdo a los planos de distribución sin levantar polvo.
· Ventilador: Proporciona succión al blendomat encaminando las partes de algodón hasta el by pass.
· By pass: Mecanismo en forma de “Y” con una tubería de entrada y 2 de salida. En el interior lleva una tubería haciendo la forma de transportar dos copos de algodón a su respectiva abridora.
· Silo: Tiene un condensador; con la ayuda del ventilador le proporciona succión del blendomat para llevar el algodón hasta la abridora; posee una foto-celda que da señal al blendomat cuando necesita material.
· Planos inclinados:
· Abridora: Abre mas el algodón y le saca polvo, basura y cojín. Esta compuesta por una banda transportadora, estera vertical de púas y tablero de controles.
· Escalonadas: Proporciona succión por medio de un condensador y se encarga de desmenuzar mas los copos de algodón y sacarle polvo y cojín, esta compuesta por condensador, foto-celda y cilindros.
· Condensador: Proporciona la presión de aire, haciendo que el algodón pase a la escalonada.
· Cilindros: Hacen pasar el algodón a un batidor de púas cubierto por unas rejillas, facilitando dejar el desperdicio que contiene el algodón en un deposito utilizado por esta.
· Batidores diagonales: Proporciona mas limpieza y transporta el algodón por la escalonada.
· Batidor de púas: Pasa el material a la tubería que comunica con los equipos de limpieza a través del aire que le proporciona los condensadores.
· Estera vertical de púas: Divide el material en partes pequeñas, llevando arriba donde se encuentra al batidor de púas.
· Bandas transportadoras: Son las encargadas de suministrar la alimentación del material requerido en el proceso.
· Abridora fina: Abre mas los copos de algodón, extrae mas borra y cojín por medio del batidor de púas y su rejilla.
· Filtros: Le la succión a las maquinas de este proceso para extraer el polvo por tuberías y recolectarlo en talegos.
· Mezclador: Proporciona una mezcla total de algodón para obtener mejor calidad.

2. ABRIDORA CONVENCIONAL
Fuera de realizar el mezclado de las fibras y las pacas componentes de la mezcla, la abridora entrega el algodón en mejores condiciones de apertura (abrir) para ser sometido a la acción de los batidores (cilindros con púas) para su limpieza. Es de gran importancia su objetivo de apertura, ya que las fibras se encuentran demasiado apelmazadas y comprimidas en las pacas, debido a la presión con las cuales son depositadas y de ser enviadas directamente en estas condiciones, a los batidores habría una exagerada rotura de fibras.
En general, una abridora se compone de una tolva o recipiente para albergar el material que es alimentado por el operario en una estera horizontal. Esta telera lleva el algodón hacia adelante para ser tomado luego por una estera vertical que esta provista con púas, subiéndolo en copos de regular tamaño. En la parte superior se encuentra un peine rechazador con movimiento oscilante para reducir el tamaño de los copos de fibras, presentándose de esta el primer efecto de apertura del material.
PRODUCTO QUE ENTRA:
Pacas de algodón debidamente clasificadas según el departamento que selecciona el tipo de fibra con sus características, la cual esta destinada para un hilZEntregando al proceso de cardado, materia prima (copos de algodón) en condiciones óptimas de calidad.
PRODUCTO QUE ENTREGA:
Entregando al proceso de cardado, materia prima (copos de algodón) en condiciones óptimas de calidad.


PARTES PRINCIPALES
1. Zona de cargue
2. estera horizontal
3. estera vertical
4. cilindro regulador
5. rejas control de carga
6. cilindro desprendedor
7. rejillas
8. deposito de desperdicios
9. abridor n.15
10. rejillas
11. deposito de desperdicios
12. puerta oscilante
13. ventilador
14. tubo colector de polvo
15. deposito de desperdicio
16. salida de algodón.
3.ENRROLLADORA
El objetivo de la enrolladora es sacar las materias extrañas y motas pesadas que aun no han sido posibles extraer del material.
El material es entregado por el batán, en forma de un rollo de napa con una determinada masa por longitud.
La limpieza y el mezclado continúan en la enrolladora a medida que el algodón es transportado uniformemente. Una masa de fibras es transportada por una estera horizontal de madera, detrás de la sección del batán golpeador, ésta recoge el algodón y se encarga de abrir y golpear el material contra un emparrillado colocado debajo de él, para sacar las impurezas y materias extrañas.
 SECCIONES O MECANISMOS:
SECCIONES O MECANISMOS:
SECCION ALIMENTADORA: Encargada de proporcionar la alimentación de manera regular a al maquina, y esta compuesta por un par de esteras, una horizontal y otra vertical.
SECCION MEZCLADORA: Mecanismo regulador de carga, consistente de una tolva que mantiene el nivel carga constante y a la vez contribuye a mejorar el mezclado.
Mecanismo igualador de alimentación, conformado por el cilindro alimentador y debajo de éste se encuentran 16 pedales, que van sensando el material alimentado, para variar la velocidad del cilindro alimentador, cada vez que haya variación del volumen de carga alimentado.
SECCION BATIDORA: Proporciona el batanado al material para facilitar la limpieza o extracción de motas y partículas mas pesadas. Esta compuesta por un batidor de púas y sus respectivas rejillas.
SECCION CONDENSADORA: Recibe los copos de fibras que vienen del batidor, condensándolos en forma de napa. Son 2 cilindros o jaulas perforadas.
SECCION CALANDRADORA: Le proporciona a la napa compactibilidad, definiendo su estructura. Consiste de 4 cilindros metálicos muy pesados, por entre los cuales pasa la napa.
SECCION ENROLLADORA: Permite el enrollado de la napa hasta formar un rollo con un numero de yarda determinado. Consiste de 1 par de cilindros estriados que van girando, orientando la napa a la acción de envoltura que ejecuta un rodillo metálico que gira entre los 2 enrolladores
FLUJO DE MATERIAL
Partes principales:
1- Cilindros enrolladores
2- Calandradores
3- Jaula superior
4- Jaula inferior
5- Ventilador
6- Batidor
7- Doffer
8- Caja de reserva
9- Estera elevadora
10-Mesa de alimentación
11-Cilindros alimentadores
12-Jaulas de entrega
13-Batidor
14-Cilindros alimentadores
15-Caja de reserva trasera
4. CARDA
Su objetivo es separar las fibras entre sí, eliminando las más cortas; hacer una última limpieza eliminando los desperdicios por medio de rejillas y chapones, y entregar el material en forma de cinta, con una determinada masa por longitud.
El rollo de napa es transformado en velo en la parte delantera de la máquina, comprimiéndolo posteriormente para dar origen a una cinta de masa por longitud estándar y debidamente dispuesta en un tarro.

CAUSAS POSIBLE
PUNTO DE CORRECCIÓN
Cardado defectuoso
Material acordonado y/o enmarañado
Revisar y corregir elementos de apertura
Ajustes y velocidades inadecuados a la fibra que se está trabajando
Verificar ajustes de acuerdo a la fibra que se está trabajando
Dientes de la guarnición gastados(Redondeados, sin poder cardante)
Rectificar y/o cambiar guarnición
Guarnición embotada
Limpiar con cepillo de púas metálico
Guarniciones muy afiladas, formación de barbas en la extremidad de las puntas
Pulir con el cepillo de púas metálico
Movimiento irregular de los chapones
Verificar el estado de las cadenas y superficies de guía
Deficiente apertura de material
Corregir apertura en los procesos anteriores
Irregularidades en el velo
Napas irregulares que no permiten alimentar uniformemente
Ventilar rejillas del silo y/o ajustar alimentación, limpiar membrana
Cepillo desprendedor con guarnición defectuosa
Esperar llenado del MPM, cambiar guarnición
estiraje excesivo entre el rodillo de la napa y el cilindro alimentador
Bajar el estiraje
Cilindro de presión con cobertura mala
Cambiar cobertura
Imperfección en la forma cilíndrica del tambor y del doffer(Mal esmerilados)
Rectificar las superficies
Compuertas abiertas
Cerrar compuertas
Malos ajustes entre el tambor y el doffer
Realizar ajustes adecuados
Membranas sucias
Limpiar
Rejillas del silo sucias y/o mal graduadas
Limpiar y/o graduar
Claros en el velo
Mala apertura en el material alimentado
Corregir apertura en el proceso anterior
Exceso de tensión entre calandradores y desprendedores
Reducir la tensión, bajar la velocidad de los calandradores
Mal estado del doffer o tambor provocando golpes o incrustaciones del material en las guarniciones
Desincrustar el material; cambiar las guarniciones.
1 - Gran cilindro.
2 - Cadena de chapones.
3 - Cepillo limpiador de chapones.
4 - Cilindro desprendedor.
5 - Doffer.
6 - Motor principal.
7 - Lickerin.
8 - Piñón de tensión trasero.
9 - Silos de la carda.
10 - Mesa de alimentación

Normas de seguridad:
-Prestar toda su atención al colocar la punta de la napa en el cilindro alimentador.
-Al manipular las varillas con napa o sin ella, tenga cuidado de no golpearse contra la fileta de la maquina o las mismas varillas. se debe colocar la tarjeta de seguridad en el interruptor.
-Al retirar en tarro lleno del centinela, tener cuidado de que no le caiga sobre los pies.
-De ninguna manera ayude a la maquina a arrancar o parar,
al efectuar una limpieza con maquina parada.
Tareas del operario.
· Recibir turno.
· Cambiar contadores.
· Limpiar equipo.
· Emparejar contrato.
· Patrullar y corregir paros.
Normas de calidad.
- Los chequeos de laboratorio.
- Control de peso.
- Chequeos de uster cv%.
- Control de neps.
Producto entregado.
Con el propósito de tener una buena calidad en los procesos posteriores, el producto entregado (cinta de algodón), debe reunir los requisitos de calidad enumerados a continuación:
· Observar que la cinta no contenga fantasía, tramos gruesos y/o delgados.
· Observar q la cinta no esta contaminada de ningún tipo de grasas o aceites, además que no haya borra adherida al material.
· El bote no debe pasar de su capacidad de llenado evitando así que el material caiga al piso.
· Usar botes que se encuentren en buen estado, evitando votar la cinta y por consiguiente paros en los procesos siguientes.
FLUJO DE MATERIA

5. MANUAR
El proceso de manuar cumple con la función de paralelizar las fibras mediante el estiraje de la cinta. El estiraje es un proceso de adelgazamiento de la masa por longitud del material alimentado, haciendo deslizar las fibras progresivamente sin romper la continuidad de la cinta.
El estiraje además de reducir la masa por longitud del material alimentado, permite un enderezamiento y paralelización de las fibras.
OBJETIVO
· Doblaje de cintas. (cantidad de cintas con que se alimenta la maquina)
· Mezclado de fibras.
· Paralelización de las fibras.
· Dar estiraje a las cintas alimentadas.
Normas de seguridad:
-Al transitar por debajo de los atriles, evite los movimientos bruscos que le puedan causar lesiones en la cabeza.
-Es obligatorio en este oficio, el uso de protección respiratoria.
-Al bajar las tapas, tener precaución para no mancharse las manos y mientras este la tapa levantada, no poner a funcionar la maquina.
-Al sacar y colocar tarro tener precaución para no golpearse las manos en los guía-cinta.
-Al sacar el tarro lleno, tener precaucion para que este no le caiga en los pies y le pueda causar lesiones.
Tareas del operario.
· Recibir turno.
· Cambiar contadores.
· Corregir reviente trasero.
· Cambiar bote de primer pase.
· Emparejar estiradora segundo pase.
· Corregir reviente delantero.
· Emparejar estiradora que estaba en mantenimiento.
· Corregir cintas pegadas o colgadas en el calandrador.
· Corregir enredos en varillas.
· Sacar enredos en varillas.
· Corregir paros.
· Sacar enredos en boquillas.Entregar turno
Normas de calidad.
Los chequeos de laboratorio en este proceso son :
Controlar peso.
Chequeos de CV%.
Chequeos de limpieza
Producto entregado.
· Se entrega una cinta con un regulador y un peso determinado.
· Se entrega botes de 4200m.
· Con una envoltura uniforme.Con sus respectivas divisas según organización del salon
Partes principales:
1 - Condensador 10- Entrada (Variable)
Organo de vigilancia 11- Salda (Constante)
2 - Preamplificador 12- Estiraje principal
3 - Grupo electrónico 13- Calandras
4 - Motor 14- Unidad de medida T &
5 - Corriente del motor 15- Tiempo de retardo
6 - Velocidad constante 16- Taquímetro variable
7 - Velocidad variable 17- Grupo de potencia
8 - Micro Terminal 18-PRE -estiraje

FLUJO DE MATERIAL

6. REUNIDORA
Su objetivo es reunir varias cintas en una carreta. Están destinadas a la fabricación de un rollo de cintas de longitud determinada; la alimentación es de 16 a 20 cintas. Éstas son entregadas a una mesa formando una capa de material, luego pasan a un par de cilindros calandradores y posteriormente a los tambores formadores del rollo. La cinta recibe una tensión.
LA REUNIDORA SUPER-LAP NO NECESITA EL PASO DEL MANUAR, es alimentada con el velo de cardas; posee un pequeño manuar y forma un rollo de cintas superpuestas.
Como procesos de preparación se puede tener después del cardado una Reunidora de cintas seguido de una Reunidora de Napas, o un Manuar primer pase y luego una Reunidora de cintas. Lo ideal es que en ambas máquinas se presente estiraje, con el fin de presentar las fibras con un muy buen grado de orientación a la acción del peinado y de esta manera un muy eficiente control en el porcentaje de fibras extraídas.

NORMAS DE SEGURIDAD:
-Recordar que los cilindros de paro automático en los atriles, están electrizados. Al accionar el botón de arranque las manos deben estar fuera de los cilindros.
-Tener cuidado que los tarros no tengan rebabas ni asperezas y que los remaches de los bordes estén en buen estado.
-Si el seguro o paro automático de la tapa del cilindro no funciona, se debe avisar inmediatamente al supervisor.
-No accionar la maquina sin las guardas de seguridad.
-Mantenga los tarros vacios y con cinta en forma ordenada y en un sitio correspondiente.
FLUJO DEL MATERIAL

PARTES PRINCIPALES
1- Taco de enrollamiento
2- Platos
3- Rodillo de enrollamiento inferior
4- Gato de formación
5- Rodillo de enrollamiento superior
6- Alisadores de velo
7- Rodillos de presión
8- Creel
9- Zona de estiraje
10- Rodillos acompañadores
7. PEINADORA
Su objetivo es separar las fibras largas de las cortas, paralelizándolas y removiendo los desperdicios presentes en la napa.
La peinadora es alimentada con los rollos de napa que vienen de la Súper-Lap o reunidora. La máquina, por medio de peines circulares y rectos, separa las fibras cortas de las fibras largas de cada una de los rollos de napas. Las fibras largas convertidas en finos velos, son condensadas en cintas, las cuales son dobladas y sometidas a un proceso de estiraje; de nuevo son condensadas para entregar una cinta envuelta en un bote para el proceso siguiente.
PEINAR
Es un proceso altamente especializado. El peinado se hace mediante un peine circular y uno recto; con el algodón peinado se pueden fabricar hilos más delgados, finos, suaves y lustrosos. Las fibras más largas se controlan con mayor facilidad en el último proceso de hilatura que corresponde a la hiladora, y tienen menor tendencia a producir hilos peludos.

NORMAS DE SEGURIDAD:
-Por ningún motivo destape la cabeza de la maquina estando esta en movimiento.
-Se debe parar la maquina para efectuar la limpieza del ventilador, latas, parte interna de centinela y limpieza especial.
- Para limpiar los peines siempre utilice noil y pare la maquina previamente.
-Para sacar cualquier taco o enredo, es necesario parar la maquina.
-Por ningún motivo haga empalmes de los cilindros alimentadores.
Partes principales:
1. rollo de algodón
2. zona de peinado
3. zona de formación de la cinta
4. mesa de deslizamiento
5. zona de estiraje
6. coiler
7. bote

FLUJO DE PRODUCTO
8. MECHERA
Mediante el proceso de la mechera se transforma la cinta proveniente de la peinadora o de la estiradora, en un pabilo con un titulo determinado.
OBJETIVO
Transformar la cinta que proviene de reunidoras o estiradoras en pabilo considerando todos los requisitos establecidos previamente. Peso, titulo y estiraje determinado.
El material saliente de la mechera es un pabilo con un titulo determinado ( Ne). Este pabilo se enrolla en una carreta plástica, la cual mide 395 mm de longitud y 61 mm de diámetro. La carreta tiene estrías en la base para la tracción y una pestaña para asegurar la punta del pabilo
PARTES PRINCIPALES:
1- Pabilo o producto terminado 10-Huso
2- Creel 11-Carro
3- Paro o automático trasero 12-Piñón carreta
4- Brazo pendular 13-Plegador
5- Tubo de aspiración 14-Volante
6- Cremallera 15-Tornafil
7- Pesas 16-Zona de estiraje
8- Chasis 17-Mesa
9- Piñón del huso
NORMAS DE SEGURIDAD:
-Ordene los tarros en los lugares asignados.
-No lleve más tarros de la capacidad del carro.
-Al arrancar la maquina sitúese a distancia prudente de las chapolas. Evite riesgos.
-Al efectuar la saca, tenga cuidado para que las carretas no caigan al piso y le puedan golpear. Evite riesgos
-Por ningún motivo levante la tapa de la piñoneria con la maquina en movimiento.
FLUJO DEL MATERIAL

9.HILADORA DE ANILLOS
OBJETIVO
Transformar el pabilo en hilo mediante estiramiento y torsión, para entregarlo al cliente interno cumpliendo los requisitos especificados según el tipo de tela.
El objetivo del hilado y de los procesos que lo preceden es transformar las fibras individuales en un hilo continuo cohesionado y manejable. Los procesos aplicados a las fibras varían según el tipo empleado. El algodón, la lana, el lino, el yute y otras fibras naturales se hilan cada una de forma diferente. Algunas fibras procedentes de cortezas pueden hilarse de dos formas distintas, que dan lugar a hilos con propiedades diferentes. En las fibras naturales el proceso implica básicamente la apertura, mezcla, cardado (en algunos casos también peinados), estirado y torcido para producir el material de los telares.
La continua cumple la función de transformar el pabilo en hilo, y se pueden producir diferentes títulos de hilo en NE. cuando hablamos de titulo se esta haciendo relación de longitud y peso y se determina por el (numero de madejas de 840 yardas de cada una, contenidos en una libra inglesa.) NE.
Objetivos:
*El objetivo primordial de la continua es producir hilo
*Transformar un pabilo en un hilo, por lo tanto este hilo es un cable de fibras con torsión.
*Producir hilos con una determinada torsión que puedan ser utilizados en trama, en urdimbre o hilo para tejido de punto.
*Alimentación.
*Reducir el pabilo considerablemente para producir un hilo con un titulo determinado.
*Proporcionar torsión de acuerdo al uso final.
*Devanar el hilo sobre una bobina con unas características especiales donde sea fácil desenvolver en el proceso siguiente.
Normas de seguridad
Se debe tener precaución al limpiar las carretas. Evite riesgos.
-No toque la reata cuando la maquina este en movimiento.
-Recoja las carretas que caigan al piso.
-No utilice las manos para engrasar bujes o piñones, utilice una brocha.
-Al trabajar cerca a partes en movimiento, tenga precaución.
FLUJO DE MATERIAL

10.HILADORA OPEN-END
OBJETIVO
Una de las máquinas de OPEN-END es la hiladora a rotor. Ésta trabaja con cintas de fibras cortadas, algodón y sus mezclas. Al tratarse de fibra corta, la hilatura es mediante el proceso de algodón cardado. Uno de los usos de este sistema de hilado, es la elaboración de hilos para trama de las sargas.
La hiladora OPEN-END es de construcción modular por ambos lados. Su nombre se debe a la disgregación de fibras.
La OPEN-END es para la elaboración de hilos para trama, produce hilos regulares debido a la gran cantidad de doblajes de las fibras en el rotor. El doblaje alto logra un buen mezclado de fibras y por lo tanto un hilo regular.

Normas de seguridad
-Utilice un equipo de protección personal.
-Coloque el aviso de seguridad cuando tenga que parar algún equipo.
-Revise el estado de su equipo antes de utilizarlo.
-No desempeñe trabajos diferentes al oficio asignado sin previa autorización del supervisor.
-Utilice las escaleras apropiadas y firmes y con zapatos de seguridad.
FLUJO DE MATERIAL

11. DOBLADORA
El objetivo de la dobladora es UNIR dos hilos simples, uno al lado del otro con la misma tensión.

MATERIAL ENTRANTE
El material entrante de la dobladora, son los conos con hilo que provienen de las envolvedoras de otras factorías; este último debe ser desempacado y colocado en carros de chuzos, para ser revisado en la luz negra con el fin de detectar cualquier anomalía. Estos conos deben cumplir los siguientes requisitos:
1. Tener buen diámetro.
2. Tener buena envoltura.
3. Buena tensión.
4. No estar empolvado o sucio.
5. No tener revoltura.
6. Tener bien la divisa.
MATERIAL SALIENTE
El material saliente de la dobladora es un taco de hilo doblado, éste debe cumplir los siguientes requisitos.
1. Tener la divisa correspondiente.
2. No tener Telaraña en los extremos de la envoltura.
3. Tener desde su iniciación las dos hebras juntas hasta el final.
4. Buena tensión.
5. Buen diámetro.
6. No tener hilos abiertos.
7. No tener crespos o entorches en el hilo.

1 - Tensor de hilo.
2 - Guía hilo.
3 - Percha.
4 - Taco doblado.
5 - Front Roll.
6 - Brazo superior.
7 - Automático.
8 – Creell.
No retire restos de hilo del taco con la mano, hágalo con la cuchilla.
Ordene su puesto de trabajo.
Si encuentra alguna falla en la máquina avise oportunamente.
No trabaje husos que estén en mal estado.
En este proceso haga un nudo sencillo y pequeño, utilice las tijeras para cortar los restos de hilo que quedan del nudo, se utiliza cuando se trabajan hilos gruesos.
El operario permanentemente al patrullar la máquina, si observa que en un huso cualquiera revienta una hebra y no para, debe de inmediato inactivar el huso e informar al mecánico para su reparación.
Cuando el daño del equipo soplador no exceda más de una hora las máquinas se dejan trabajando, si el daño se excede más de la hora inactívelas.
Cuando por cualquier circunstancia las máquinas se inactiven por más de 24 horas; en el momento de volverlas a activar proceda de la siguiente manera:
b) Active el equipo soplador viajero y déjelo que haga 2 recorridos en toda la maquinaria.
c) Realice de nuevo el ensarte huso por huso y cerciórese que no hayan motas adheridas en el hilo doblado como en el sencillo
d) Active los husos uno por uno.
Para este proceso se utilizan varios tipos de máquinas retorcedoras de carro ancho y angosto (saco lowell), los hilos que salen de estas máquinas pasan de nuevo a las envolvedoras para formar conos o quesos. Existen retorcedoras-envolvedoras que retuercen el hilo y a la vez lo van envolviendo en conos o quesos, son llamadas también 2 x 1.

Objetivo.
Su objetivo principal es juntar varios hilos para darle cierto número de torsiones o vueltas en torno a su eje por unidad de longitud. Estas vueltas o torsiones evitan que las fibras puedan soltarse unas de otras.
Si al hilo se le da poca torsión, este resulta demasiado flexible y de poca resistencia a la ruptura, por la facilidad que tienen las fibras para soltarse.
Si el hilo tiene mucha torsión, las fibras se trenzan mucho más mostrándose duro y de menor diámetro.
Otro objetivo es de transformar los paquetes de hilos doblados en hilos retorcidos envueltos en bobina o en conos.
MATERIAL ENTRANTE
El material entrante de la Retorcedora, son los tacos que provienen de las máquinas dobladoras:
1. Comienzo y final bueno.
2. Buena tensión.
3. Que empiece con dos hebras y termine con las dos.
4. Que la divisa corresponda.
5. Que no presente revoltura (de títulos y mezclas).
6. Que no tenga telaraña.
MATERIAL SALIENTE EL CUAL DEBE DE CUMPLIR ESTOS REQUISITOS:
1. Buen diámetro.
2. Buena envoltura.
3. Buena tensión.
4. La misma divisa.
5. Comienzo y final bueno.
6. Que no esté picado o quemado.
7. Que no tenga más de dos hebras retorcidas.8. Que tengan las torsiones requeridas.
Cerciórese de que las bobinas que va a colocar estén en buenas condiciones.
En el momento de estar sacando, empuje el carro con la pierna izquierda.
Si encuentra alguna falla en la máquina avise inmediatamente al mecánico.
Tenga siempre en cuenta los pasos a seguir para hacer una saca.
Cuando se vaya a terminar un hilo por tiempo indefinido llenar las máquinas al máximo hasta agotar lo existente.
Para iniciar de nuevo ventile totalmente las máquinas, responsable operario de limpieza, deben de ser revisadas por el mecánico para su funcionamiento.
No coloque las bobinas mientras el huso esté en movimiento.
Apague la máquina siempre que el carro esté bajando, para no dañar la producción.
Mantenga el puesto de trabajo organizado y aseado.
No trabaje los husos inactivos señalados.
1 - Sobre alimentador 11 - Freno del huso.
2 - Cono retorcido. 12 - Base del huso móvil.
3 - Porta conos. 13 - Chasis.
4 - Guía hilo superior. 14 - Banda tangencial.
5 - Tensor de hilo (automático). 15 - Magneto sostenedor.
6 - Guía hilo inferior. 16 - Arco de torsión.
7 - Pipeta de tensión y torsión.
8 - Guarda de tarro.
9 - Plato de torsión.
10 - Polea tensora de banda tangencial

FLUJO DEL MATERIAL

13. ENVOLVEDORA
Recibe paquetes pequeños de hilo (bobinas) provenientes de Hilados, para unirlos y formar paquetes de hilo con mayor diámetro (cono) mejorando la calidad del hilo.
MATERIAL ENTRANTE
Para envolvedoras el material entrante son las bobinas con hilo procedente de hilados, este material debe cumplir los siguientes requisitos:
- Buena envoltura:
Debe ser óptima de modo que al devanarse no presente problemas como revientes constantes, falta de tensión del hilo en la bobina.
- Buena resistencia:
Es importante ya que facilita el desplazamiento continuo del hilo por la galga para hacer mejor el proceso.
- Hilo limpio:
Debe estar libre de impurezas para garantizar buena calidad en el proceso siguiente.
Si el hilo presenta polvo, grasa, aceite, sepárelo, no lo ponga a trabajar.
- Asegúrese que el hilo en proceso corresponda al título y divisa especificados, para evitar revolturas.
MATERIAL SALIENTE
El material saliente de la envolvedora son CONOS de hilo con un titulo y longitud determinados, dependiendo del titulo el mecánico programa la maquina para que haga la saca automáticamente, el hilo se puede envolver en cono plástico o de cartón; éstos deben cumplir los siguientes requisitos:
1. Si requiere tiquete, debe estar bien pegado.
2. Debe tener la respectiva divisa.
3. Reserva bien colocada (60 a 70 cm).
4. Diámetro requerido de acuerdo a su utilización.
 .NORMAS DE SUGURIDAD
.NORMAS DE SUGURIDAD
Al surtir baterías con hilo, camine empujando el carro, no lo hale.
Ordene adecuadamente su puesto de trabajo.
No cambie un cono lleno hasta que el huso haya parado totalmente.
Si encuentra alguna falla mecánica, eléctrica o de controles, avise al encargado o al supervisor.
Use los implementos adecuados.
El mecánico es quien repara su máquina.
Evite los juegos o charlas en el puesto de trabajo.
Concéntrese en su trabajo y evitará lesionarse.
FLUJO DE MATERIAL
1-Acelerador de desenrollamiento
2-Tijeras para extremos de hilo
3-purgador previo
4-Tensor del hilo
5-Empalmador
6-Purgador electrónico
7-Dispositivo de corte y de sujeción
8-Parafinador
9-Tobera coletor de hilo
10-Tambor guia hilos
14. URDIDORA.
Consiste en la disposición de un conjunto de hilos en forma paralela sobre un cilindro plegador, colocados en un orden y longitud preestablecida y que constituyen la urdimbre o sea los hilos que van a lo largo de la tela. En el proceso de urdido los hilos se enrollan sobre el cilindro plegador que se denomina también enjulio, el cual esta provisto de dos platos laterales que sirven para contener los espirales de hilos enrollados y una polea de freno que garantiza su desenrollado, con tensión uniforme sobre el telar.
Los parámetros que se detallan ha esta urdimbre son:
- El número de hilos.
- La longitud de los hilos.
- El colorido que forman.
- El ancho del mismo.
Para el urdido se utilizan dos tipos de maquinas: urdido directo y urdido seccional.
URDIDO DIRECTO: Es el sistema mas conocido y aplicado en urdimbre lisas y de gran metraje el número de bobinas, en gran mayoría hilos crudos que forma la fileta viene limitado por el tamaño de las mismas y por consecuencia del espacio que ocupan.
URDIDO SECCIONAL: Es aquel que prepara el plegador de urdimbre para el tizaje de los hilos preteñidos curollando los mismos en secciones o franjas oblicuas siguiendo un orden exacto de acuerdo al diseño programado.
Objetivo.
Es reunir en un cilindro llamado “Cilindro Básico” varios hilos en forma paralela y el número de hilos lo determina la referencia de la tela.
PRODUCTO QUE ENTRA.
Conos o quesos que después van ha ser preparados para ser reunidos en un plegador estos hilos han de formar el cuerpo del tejido.
PRODUCTO QUE ENTREGA.
Cilindro de urdimbre con un ancho definido por medio de un peine móvil y dureza por medio de un tambor neumático. Todo esto incluyendo los metros y el titulo que se le va a dar al cilindro.
15. ENGOMADORA.
El engomado en el hilado, se procura paralelizar la fibras, manteniéndolas unidas por medio de la torsión, pero esta unión no se consigue al 100%, lo que ocasiona la presencia de fibras flotantes; además, los hilos necesitan un equilibrio entre el grosor y la tensión a la que serán sometidos en los procesos de tejeduría, dicho equilibrio puede ser alcanzado por medio de torsiones, pero estas pueden llegar a disminuir la elasticidad y causar rompimientos al tejer; para mejorar dos condiciones de hilo se aplica la goma, la cual aumenta la resistencia y disminuyen las fibras flotantes del hilo, causando así una disminución de la fricción hilo a hilo al tejer y aumentando la eficiencia del telar.
Objetivos.
· mejorar la calidad y el comportamiento durante la tejida.
· aumentar la eficiencia y reducir costos durante el proceso.
· resistencia
· nivelación
· lubricación.
· Es el de evitar la separación de las fibras ósea que los ingredientes de la goma deben actuar principalmente como adhesivos.
Estos objetivos se logran utilizando adhesivos y lubricantes en cantidades y calidades adecuadas.
CLASES DE ENGOMADO
-Engomado directo en donde utilizamos el cilindro producido por urdidoras indirectas, o sea que el cilindro tienen el número de hilos necesarios.
-Engomado indirecto utilizando suministros suministrados por urdidores directos, es decir, necesitamos unir los hilos de varios cilindros para completar el numero de hilos necesarios en la tela.
PRODUCTO QUE ENTRA.
Según los requerimientos de diseño de la tela la engomadora recibe uno o varios cilindros (para ser mesclados) de urdimbre con un peso, ancho, titulo y metros determinados.
PRODUCTO QUE ENTREGA.
En general, el engomado proporciona a la urdimbre ciertas propiedades relacionadas con el esfuerzo al que va a ser sometido el hilo en los telares; dichas propiedades son:
- Resistencia a la tensión.
-Resistencia a la abrasión.
-Elongación.
-Flexión.

15. ENGOMADORA.
El engomado en el hilado, se procura paralelizar la fibras, manteniéndolas unidas por medio de la torsión, pero esta unión no se consigue al 100%, lo que ocasiona la presencia de fibras flotantes; además, los hilos necesitan un equilibrio entre el grosor y la tensión a la que serán sometidos en los procesos de tejeduría, dicho equilibrio puede ser alcanzado por medio de torsiones, pero estas pueden llegar a disminuir la elasticidad y causar rompimientos al tejer; para mejorar dos condiciones de hilo se aplica la goma, la cual aumenta la resistencia y disminuyen las fibras flotantes del hilo, causando así una disminución de la fricción hilo a hilo al tejer y aumentando la eficiencia del telar.
Objetivos.
· mejorar la calidad y el comportamiento durante la tejida.
· aumentar la eficiencia y reducir costos durante el proceso.
· resistencia
· nivelación
· lubricación.
· Es el de evitar la separación de las fibras ósea que los ingredientes de la goma deben actuar principalmente como adhesivos.
Estos objetivos se logran utilizando adhesivos y lubricantes en cantidades y calidades adecuadas.
CLASES DE ENGOMADO
-Engomado directo en donde utilizamos el cilindro producido por urdidoras indirectas, o sea que el cilindro tienen el número de hilos necesarios.
-Engomado indirecto utilizando suministros suministrados por urdidores directos, es decir, necesitamos unir los hilos de varios cilindros para completar el numero de hilos necesarios en la tela.
PRODUCTO QUE ENTRA.
Según los requerimientos de diseño de la tela la engomadora recibe uno o varios cilindros (para ser mesclados) de urdimbre con un peso, ancho, titulo y metros determinados.
PRODUCTO QUE ENTREGA.
En general, el engomado proporciona a la urdimbre ciertas propiedades relacionadas con el esfuerzo al que va a ser sometido el hilo en los telares; dichas propiedades son:
- Resistencia a la tensión.
-Resistencia a la abrasión.
-Elongación.
-Flexión.

Flujo del material

16. LIZOS.
Se efectua pasando los extremos de los hilos de un cilindro atraves de laminas y de lizos distribuidos a lo largo de un marco llamado arnes y un peine. La operación anterior se puede efectuar cuando el cilindro no se puede empatar con otro que este para terminar en el telar por no tener las mismas por las laminillas, lizos y peine según una distribución previamente establecida.caracteristicas debido a cambio de telas o de arnese Los hilos de una urdimbre se pasan por laminillas,lizos y peine según una distribución previamente establecida.
Objetivos.
Conociendo las especificaciones para la tela que se quiere producir los lizos guian los hilos a traves del telar; forman el diseño y el cuerpo de la tela.
PRODUCTO QUE ENTRA .
Hilos engomados con un titulo y metros establecidos en cuanto a lo que se va a diseñar.
PRODUCTO QUE ENTREGA.
Le entrega al telar el diseño que previamente se habia establecido.

FLUJO DEL MATERIAL

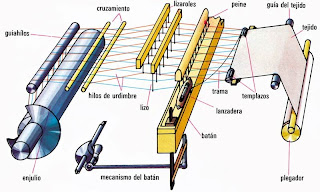
17. TEJIDO PLANO.
Es el método mas comúnmente utilizado en la industria textil. Los tejidos planos se emplean, a su vez, en la fabricación de una gran cantidad de productos industriales y de consumo. Este proceso se lleva a cabo en cualquiera de los distintos tipos de telares, en los cuales, en términos generales, se entrelazan hebras dispuestas a lo largo (urdimbre) con otras que van en ángulo recto a las primeras (tramado) pasando por encima o por debajo de estas.
Objetivo.
Enlazar convenientemente y de acuerdo a una orden los hilos de urdimbre, con las pasadas de trama, para producir tejidos.
PRODUCTO QUE ENTRA.
Cilindros engomados.
PRODUCTO QUE ENTREGA.
Un rollo de tela con unas especificaciones de calidad como ancho de la tela y numero de pasadas por pulgada cuadrada, # de hilos, referencia de la tela, tipo de peine, tipo de cilindro, titulo de la urdimbre, titulo de la trama.

Flujo del material.
 18. TEJIDO DE PUNTO.
18. TEJIDO DE PUNTO.
Constituye uno de los principales métodos en la fabricación textil. Prácticamente toda la línea de medias y calcetines esta hecha con tejido de punto, así como una gran cantidad de piezas de tela, prendas de vestir y ropa interior, este proceso se lleva a cabo insertando una serie de lazos de una o más hebras en base a una serie de puntos conocidos y recurriendo a maquinarias sofisticadas muy veloces. Aunque este es un proceso completamente seco, se suele aplicar aceites a la hebra para lubricarla durante las puntadas.
Objetivo.
Hacer tela por medio de agujas para formar mallas, bucles o puntos entrelazados.
Entrelazar de uno de varios hilos en forma de hondas “sinuosas” que le dan una elasticidad característica.
PRODUCTO QUE ENTRA.
Conos de hilo.
PPRODUCTO QUE ENTREGA.
Tela.
19. CHAMUSCADO
En este caso la tela es expuesta a una flama de tal manera que se chamusque eliminando las fibras y alisando la superficie, aunque con este tipo de tratamiento la tela queda siempre rasposa y se utiliza normalmente en las telas que no están hechas por fibras termoplásticas.
Esta máquina posibilita un chamuscado intensivo y libre de marcas de plegado, lo cual aumenta significativamente la calidad de los tejidos de punto, tanto los hilos de un cabo como los hilos retorcidos.
Cuando los tejidos abandonan el telar, tiene lugar el proceso de acabado que generalmente incluye: chamuscado (para eliminar los pelos salientes).
El tratamiento mas difundido por acción directa de la llama es el chamuscado que al eliminar la pelusa de las fibras, contribuye a lograr una superficie más uniforme y brillante.
Los quemadores para chamuscado se reduce a una cámara de combustión cilíndrica por cuyo eje pasa el hilo.

20. DESEGOMADO.
El desengomado puede ser acido o enzimático, el mecanismo de acción de cada uno de ellos, pueden utilizarse encimas acidas, detergentes alcalinos y jabones disueltos en agua, para posteriormente enjuagar la tela.
Objetivos.
Se hace porque la tela que contiene las sustancias interiores no es hidrófila, es decir, no absorbe agua y dado colorantes se disuelven en agua para aplicarlos después resultara la tela mal teñida.
PRODUCTO QUE ENTRA.
Tela engomada.
PRODUCTO QUE ENTREGA.
Tela removida del agente encolante empleado paras los tejidos planos.

21. DESCRUDE.
Remueve impurezas naturales adheridas a las fibras y a la tela para acondicionarla a las posteriores etapas de blanqueo o tintura. En este proceso se emplean soluciones alcalinas y detergentes en caliente, en muchos casos puede practicarse el blanqueo y el descrude en forma conjunta.
Objetivo.
En el descrude se eliminan los restos de semillas y residuos que vienen con el algodón. Para que un teñido salga parejo, hay que humectar bien la tela.
Eliminación por saponificación o emulsión de las ceras o materias grasas del algodón, de las materias pectinicas, colorantes naturales del algodón, de cascaras y pelusas de las semillas.
Puede ser llevado a cabo bajo presión en ollas, o sin presión, generalmente continua; en ambos casos se utiliza una solución alcalina en presencia de un detergente humectante al medio de la solución.
PRODUCTO QUE ENTRA.
Rollo de tela.
PRODUCTO QUE ENTREGA.
Tela libre de impurezas.

FLUJO DE MATERIAL

22. BLANQUEO.
Remueve la materia coloreada. Se utiliza sobre el algodón y algunas fibras sintéticas después o en forma simultanea con el descrude y antes del teñido o estampado. El material textil se trata con una solución diluida de los agentes blanqueadores y tensoactivos. Después del blanqueo la tela se enjuaga en agua y luego se trata con sustancias reductoras que eliminan el exceso del detergente oxidante.
Objetivo.
Se busca la perdida total del colorante natural del algodón, la finalidad principal del blanqueo es la obtención del color blanco en los géneros que deben ser más o menos blancos, según el proceso posterior de teñido o de coloración.
PRODUCTO QUE ENTRA.
Tela.
PRODUCTO QUE ENTREGA.
Tela que ha perdido su color natural dándole otra tonalidad de blanco.


FLUJO DE MATERIAL

23. SANFORIZADO.
Realiza a la tela de tejido plano lo que un compactador hace a la tela de tejido de punto, pre-encogimiento y estabilización, la diferencia se encuentra en el hecho que el encogimiento no es dado por el fieltro, sino por una gruesa banda de caucho utilizando vapor y presión mecánica, en la primera unidad de la maquina. Las maquinas sanforizadoras son utilizadas en camisería, telas de bajo peso y plantas acabadoras de mezclillas.
Objetivo.
Se le da un acabado final a la tela, a través de un proceso consistente en calentarla, enfriarla y finalmente plancharla.
PRODUCTO QUE ENTRA.
Tela que ha salido del proceso de tejeduría.
PRODUCTO QUE ENTREGA.
Tela con la textura, flexibilidad y dureza requerida.

Este proceso permite incrementar la resistencia tensil, lustre y la afinidad de los colorantes sobre la fibra de algodón y fibras sintéticas y celulósicas consiste en impregnar la tela con una solución fría de hidróxido de sodio (15 a 30% en volumen). Este procedimiento se realiza manteniendo estirado el hilado o tejido. En algunos casos se elimina posteriormente el álcali con ayuda de algún acido débil y se enjuaga con agua y vapor, provocándose la consecuente descarga. En otros, el exceso de soda en la tela o el hilado es aprovechado para el siguiente paso de descrude. Por otra parte, el primer enjuague de este proceso no acidulado puede concentrarse y recuperarse para su reuso en el mercerizado; empleando de 2 a 6% de soda en el proceso.
Objetivo.
Se lleva a cabo pasando una pieza con afinidad por los colorantes y aumenta de resistencia a la fibra. Se hace sobre telas e hilos que aunque en maquinas distintas, se hace bajo las mismas condiciones.
PRODUCTO QUE ENTRA.
Tela.
PRODUCTO QUE ENTREGA.
Tela a la que se le ha dado un efecto de brillo (imitación de la seda) y una mejor resistencia y encogimiento.


25. TEÑIDO.
El más sencillo de todos es el teñido indirecto, que es realizado de manera artesanal, en donde el tejido se trata con una solución fijadora llamada mordiente, que es la que absorberá el tinte con el textil. Luego se sumerge el tejido en un baño de tinte. Entre los mordientes más comunes están el uso de una disolución con una sal metálica y un baño con amoníaco; otro usado es el teñido con cromo, que refuerza la permanencia de un color en materiales diversos como la seda, la lana y el nylon. Hay varios tintes como los derivados del azufre, que son insolubles, por lo tanto deben seguir una serie de procesos químicos antes de hacer el teñido. En el caso del azufre, se debe hacer una reducción con una disolución de sodio. Los textiles pueden pasar por el teñido en cualquier etapa de su fabricación. Estos textiles se tiñen para tener telas con dibujos o diseños coloridos de alta calidad.
Objetivo.
Añadir un colorante a los textiles y otros materiales, con el fin de que esta sustancia se convierta en parte del textil y tenga un color diferente al original.
PRODUCTO QUE ENTRA.
Tela.
PRODUCTO QUE ENTREGA.
Tela que se la ha dado un color determinado, ya sea superficialmente, en parte del espesor o en toda ella para mejorar su apariencia, adaptarlo al estilo de moda e incrementar su valor.


26. ESTAMPADO.
Antes de proceder al estampado, los colorantes deben espesarse mediante la adición de colas; así se forma una pasta que evita que el color se corra sobre la tela. Tras el estampado, el tejido se somete a un lavado para eliminar las sustancias empleadas en la elaboración de la pasta, operación que se denomina desengomado. La aplicación de la pasta a la tela puede realizarse con el sistema de cilindros o con el de plantilla.
En la estampación por cilindros el tejido se enrolla en un gran cilindro, alrededor del cual se hallan otros menores de cobre en los que está grabado el dibujo que se ha de reproducir. El número de cilindros debe ser igual al de colores del dibujo y cada uno de ellos imprime sobre el tejido la parte de dibujo con el color que le corresponde. El colorante, convenientemente preparado, se lleva desde el recipiente en que está contenido hasta el cilindro de impresión por medio de un cilindro de caucho; del cilindro de impresión pasa posteriormente al tejido. En la estampación con plantilla se utilizan rectángulos de un tejido especial de seda, impermeabilizado en aquellas partes que no deben ser coloreadas sobre el dibujo. Dicha matriz se fija a un marco de madera o metálico, dentro del cual se desliza una cuchilla que extiende el colorante. A través de las partes (que contienen dibujo) todavía permeables sobre la matriz, el colorante pasa al tejido. También en este caso son necesarias tantas plantillas cuantos fueren los colores del dibujo que se ha de reproducir. Las plantillas están colocadas una a continuación de otra en una mesa especial; el tejido se hace avanzar en una cantidad que corresponde a la longitud de las plantillas, a continuación éstas bajan para que las cuchillas esparzan el colorante, y después se vuelven a levantar para permitir un nuevo avance del tejido.
Objetivo.
Su principal objetivo es darle vida a la tela con figuras específicas.
PRODUCTO QUE ENTRA.
Tela.
PRODUCTO QUE ENTREGA.
Tela estampada.
Grafica de la maquina.

FLUJO DE LA ESTAMPACIÓN ARTESANAL

27. REVISION FINAL.
Cada metro de la tela es inspeccionado visualmente usando el sistema de evaluación de cuatro puntos. La información es introducida a través de un sistema de refuerzos para lograr una optimización en el corte. Enseguida la tela pasa por mesas de corte en donde la pieza es cortada en rollos de tela, de acuerdo también a las especificaciones del cliente.
Objetivo.
La tela es sometida a una revisión detallada con el fin de eliminar errores para luego entregársela al comprador.
PRODUCTO QUE ENTRA.
Tela que ha salido de los procesos de acabado.
PRUDUCTO QUE ENTREGA.
Tela que ha sido eliminada de incógnitas en cuanto a la calidad que esta posee.


GLOSARIO
SINUOSAS
Que tiene recodos, curvas y ondulaciones irregulares, en distintos sentidos.
DIVISA
Identificación que se le coloca al materia.
DISGREGACION
Reducción de una fibra.
CALANDRADORES
Rejilla de la maquina.
YARDA
Medida de longitud del sistema inglés que equivale a 91,4 centímetros.
TOLVA
Recipiente en forma de pirámide o cono invertido, con una abertura en su parte inferior, que sirve para hacer que su contenido pase poco a poco a otro lugar o recipiente de boca más estrecha.
.JPG)
{kind=link}
No hay comentarios:
Publicar un comentario